
Introduction to Resin Infusion Process and Process Material Requirements – 1
Abstract:
The article introduces the resin infusion process and the material requirements for the resin infusion process based on the new composite material process classification. Composite materials are materials based on structural design and process design, and the structural design and process design are also reflected in the materials. At the end of the article, it discusses how to select suitable materials and how to realize the process of resin infusion based on the layer design.
Keywords: resin infusion, foam core material, composite material
Process Overview
Composite materials can be classified according to the pressure application method, temperature application method and resin intervention method. The sub-classification can be combined with the type of mold, such as single-sided mold, double-sided mold, winding process based on the core mold for manufacturing rotating bodies, or one-time lath method used in shipbuilding.
At present, the commonly used pressurization methods in the field of composite materials are: autoclave pressurization, vacuum pressurization, press molding, etc. The heating methods are: oven heating (air convection heating), heat conduction heating (that is, mold heating) and infrared heating. Resin insertion can be done by film, liquid resin hand lay-up, liquid resin introduction, fiber and reinforced fabric weaving or pre-impregnation, etc.
Different heating, pressurization and resin insertion methods can be combined to form a composite material manufacturing process. For example, the prepreg autoclave process combines active pressurization and vacuum pressurization in pressurization, uses oven heating, and uses pre-impregnation resin insertion. The molded RFI process uses pressurization by a press, resin film inserted into the resin, and mold heat conduction heating.
For a certain process, multiple heating, pressurization or resin insertion methods can also be used. For example, NLR used a combination of prepreg insertion and resin liquid infusion RTM process, mold heating, and mold pressurization in the study of aircraft composite cover.
Vacuum infusion (also known as VARTM, SCRIMP, VIP or various other abbreviations) is a lamination process for producing fiber reinforced plastic (FRP) parts. Dry materials (felt, fabric, stitched felt and foam core) are stacked on a male or female mold surface and sealed around the perimeter of the part using a thin plastic vacuum bag or semi-rigid counter mold. A vacuum pump is used to apply atmospheric pressure, compacting the dry materials and creating a “vacuum gap”. Resin is then injected into the gap through strategically placed resin injection lines. The pressure difference between the vacuum gap and the external atmospheric pressure forces the resin in, injecting it into the porous material until it is completely wetted. The vacuum is maintained until the part is cured, ensuring a dense finish.

Advantages of Resin Infusion vs. Hand Lay-up
All resin infusion processes have the characteristic of low volatile emissions during the production of sandwich components. If polyester or vinyl resins are used, the advantages over hand lay-up are obvious. In addition, the use of vacuum infusion can also improve the repeatability of component production and reduce the number of defective products. If vacuum infusion is used, the fiber content of the sandwich structure will be increased, and thus the mechanical properties will be improved; the number of dry spots and air holes in the sandwich structure will be reduced, and the bonding between the core and the face sheet will be improved. The labor cost of making large sandwich components can also be reduced, and cost-effective manufacturing can be achieved.
Infusion Theory
Why and how does resin flow on dry materials? What needs to be done to make the resin flow where it is desired? The answers to these questions are integrated into a simple equation derived by Henry D’Arcy for liquids flowing through porous media.

From this equation, we can see that viscosity is inversely proportional to the flow rate of the resin, or in other words, the higher the viscosity of the resin, the longer it takes for the part to be wetted. Conversely, the more porous the material (the higher the K value), the greater the pressure difference, and the faster the resin flows. Therefore, in theory, to optimize the infusion process, the resin needs to be very thin (low viscosity), the material needs to be very porous, and the pressure difference needs to be as large as possible.
Classification of Vacuum Infusion Process
Different methods can achieve vacuum infusion process. The main difference between them is the way the resin is injected into the dry fabric layer and whether pressure needs to be applied to the resin. The different methods and process parameters are given in the table below.

The higher the pressure of the resin, the more rigid the mold needs to be. RTM molds are made of steel or aluminum. They are usually equipped with a heating system to ensure a fast and stable production process. Vacuum infusion molds are usually made of wood or fiberglass and can be heated.
Soft Film Vacuum Infusion
This method is particularly suitable for customers who are switching from hand lay-up to vacuum infusion, as well as for single parts or proofing. The existing mold can still be used, and only some necessary modifications are made at the flange position so that the vacuum bag can be laid on the mold. In addition, a vacuum pump, low-density polyethylene tubing (or other semi-rigid plastic), a resin collection tank and standard materials for making vacuum bags (sealing tape, vacuum bags and peel ply, etc.) are required, and then the vacuum infusion process can begin.
SCRIMP Method
The SCRIMP™ process uses an additional resin flow medium outside the sandwich structure. The SCRIMP resin flow medium is a porous layer placed on the surface of the part. During the infusion process, the resin flow medium quickly distributes the resin to the surface of the part, and then penetrates into the sandwich structure part from the surface. The resin distribution network is used to distribute the resin more evenly in the component and provide channels for the resin to flow. The flow medium and the resin distribution network are usually removed after use.
Because the resin flow medium cannot be part of the sandwich structure, a peel ply or breathable membrane is placed between the surface of the sandwich structure component and the flow medium. Both materials are designed to be used once and need to be removed after the resin is cured.
The following diagram shows the schematic diagram of the laying of vacuum-assisted infusion using the SCRIMP™ process. The resin flow medium (green) is separated from the surface of the sandwich structure by the peel ply (red). The vacuum pump allows the membrane to generate surface pressure and suction for the resin. The example here uses an open-cell foam core. Allowing the resin to flow from one side of the core to the other side forms a closed resin system.

However, the SCRIMP™ process also has some disadvantages. The flow medium and other process layers generate a lot of waste. In addition, more resin is required for the part.
Reusable silicone vacuum bags have been developed to reduce waste. However, the mold needs to be redesigned and a specially produced liner is added to the runner mold. The fact that this liner is reusable is an advantage for the manufacture of small or medium batches.
In addition to using a flow medium outside the sandwich structure, resin flow mats can also be used, which directly act as a flow medium. Continuous fiber mats, or mixed mats of glass fiber and polyester fibers. Using these types of mats will reduce waste, but increase the resin content of the composite material, which means less fiber content.
The figure below shows a lay-up diagram using resin flow mats (dark green). Similar to the SCRIMP™ process, the foam core must be perforated to allow uniform impregnation of both sides of the sandwich structure.

FRP Closed Mold Vacuum Infusion (Light RTM)
The closed mold vacuum assisted infusion process allows the production of composite parts with two smooth surfaces in one step. In this process, a few millimeters thick FRP counter mold is used instead of a flexible vacuum bag. The mold must be fixed at the edge of the base mold, either with a clamp or with a separate vacuum system. The principle of pressurization of the laminate is similar to the flexible vacuum bag resin infusion process.
The resin flow can be easily checked through the FRP mold panel. The applied vacuum draws the resin in and distributes it inside the mold. If the vacuum is too high, the gaps in the laminate will close and the resin flow will be significantly slowed down. This is why the vacuum level in this process cannot exceed 0.5 bar, which depends on the fiber laminate specifications. It is also possible to reduce the resin infusion time by injecting the resin with a small amount of pressure. During the pressurized infusion process, the counter mold must not be damaged or displaced

RTM-Process
… Later, once the proper injection location and timing are determined, gel time can be reduced. Because the entire layup is cured simultaneously, it is important to achieve a low peak exotherm and a gentle exotherm before gelling (in order to reduce the risk of solvent attack on the core). Lower exotherms can be achieved by adjusting the formulation of the resin itself, or by using a cumene hydroperoxide (CuHP) initiator.
Most resin manufacturers have such resins available. They can also provide formulations that increase gel time without changing the final properties of the resin.
Fiber Mats
The choice of dry reinforcement is also critical for vacuum infusion. Any type of fiber commonly used in composites can be used in infusion: for example, E-glass, S-glass, Kevlar, carbon fiber and polyethylene fiber. The important aspect of dry reinforcement is to use the right type of fabric. Generally, stitched fabrics and random fiber mats have the highest number of pores, while woven fabrics will restrict resin flow. If a woven fabric must be used, high-heald weaves (up to 8 healds for twill weaves) work best because they reduce the amount of fiber bending.
CSM (chopped strand mat), woven or stitched mats can all be used for infusion, but resin flows very slowly through these mats or fabrics. This is why special infusion fabrics have been developed. These fabrics can be integrated into the layup to speed up resin flow. Below is a list of different infusion fabrics in order.
Continuous fiber mats, filament mats such as Unifilo from Vetrotex
Infusion fabrics with reinforcement such as Flow Mat
Resin infusion mats without reinforcement
Polyester Fabrics
In addition to these special infusion fabrics, standard fabrics, stitched mats, synthetic mats and other mats are also useful. Some of these products are already available with high basis weights or with additional stitched fiber mats. Development of special fabrics for vacuum infusion is ongoing, as are multiaxial fabrics with integrated flow plies.
Under vacuum conditions, most fabrics compact up to 30% of the cross-section thickness. Therefore, hand lay-up laminates designed for a particular application may no longer have the required stiffness if switched to vacuum infusion.
Foam Cores
As with resin and fiber, the choice of core material is also very important. Cores suitable for vacuum infusion need to be closed-cell, such as the most commonly used polymer foams, such as NAVICEL, most structural plastic foams, and balsa wood. Most honeycomb cores are not suitable for vacuum infusion because they have large and open pores.
The core must also be solvent resistant to some extent, because it will be exposed to styrene (if the resin is polyester or vinyl ester) for a long time during infusion. The core should also have sufficient temperature resistance to withstand temperatures higher than the normal exotherm temperature, because the entire sandwich structure is cured at once.
The core should also have sufficient compressive strength to not be crushed by the pressure generated by the vacuum. However, this is not a major consideration, because almost all cores used for this composite have a compressive strength greater than 0.1MPa (maximum atmospheric pressure or pressure difference). In summary, the following three points:
100% Closed Cell Structure
Styrene Resistance (if unsaturated polyester and vinyl resins are used)
Ability to withstand Vacuum Pressure (compressive strength > 0.1MPa)
When using core resin infusion process, it is worth noting that the foam core in the sandwich structure can act as a resin distribution medium, the grooves on the foam surface allow the resin to flow quickly, and the open cells of the foam can help the resin flow at the same speed on both surfaces of the laminate.
In order to obtain sufficient flow and infusion effect, infusion using core materials also requires special cutting, grooving and/or perforating the core material (to increase the permeability of the core material). These cutting/grooving/etc. surface treatments allow infusion injection without the need for additional infusion media. JFC offers a variety of surface treatments for vacuum infusion. The following surface treatments are developed specifically for vacuum infusion and are used in this process. Other existing treatments, such as contour plate materials, can also be used for infusion, but it is usually recommended to use them in conjunction with one or more of the following surface treatments.
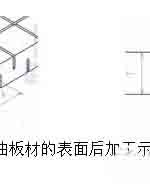
Hyperbolic Sheet
This surface treatment was first invented in the late 1970s and involves cutting the core material in a square grid at 90o on both sides (offset by half the grid width on one side). The cuts are slightly deeper than half the core thickness (60% of the total thickness) and small holes are formed at each intersection with the cut on the other side. This helps the resin flow from one side of the core to the other side, and the resin evenly impregnates the entire laminate. The small cut width minimizes resin pick-up and less print-through than other cutting methods. Cores with a hyperbolic surface treatment are ideal for large radius and/or small curvature shapes. NAVICEL rigid PVC foam cores with densities up to 200kg/m3 can be cut surface treated
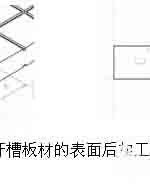
Surface Grooving
A surface treatment developed in the 1980s, the core is grooved in one direction with a saw blade, or in a 90-degree rectangular groove, or on both sides. Shallow grooves (usually 1.3mm wide x 3mm deep) can be accompanied by punching to evenly distribute the resin, which flows to the other side of the core. The wider the saw kerf, the more resin flows into the panel faster. Surface Grooving works best on thicker cores and flat layers with little core deformation. This surface treatment can be processed for all densities of NAVICEL cores.
RTM-Process
… Later, once the proper injection location and timing are determined, gel time can be reduced. Because the entire layup is cured simultaneously, it is important to achieve a low peak exotherm and a gentle exotherm before gelling (in order to reduce the risk of solvent attack on the core). Lower exotherms can be achieved by adjusting the formulation of the resin itself, or by using a cumene hydroperoxide (CuHP) initiator.
Most resin manufacturers have such resins available. They can also provide formulations that increase gel time without changing the final properties of the resin.
Fiber mats
Scratched Board
The scratching method is to use surface scribing (shallow tool cutting method, with an angle of about 75 degrees to the original cutting method). This scratching treatment can be used for all the surface treatments mentioned above, allowing the resin to pass through the foam blocks to avoid insufficient surface resin. All JFC core materials with a density of less than 200kg/m3 can be processed with this scratching process.

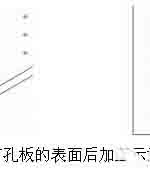
Perforated Sheet
Perforations are made by punching or cornering a 50 x 50mm (standard) square through the material thickness and a hole in the middle of the square. Perforations, used in conjunction with surface grooving and/or contoured sheet core finishing, allow resin to flow into the mold side of the laminate (not the mold side where the resin injection line is installed) during a “top-down” infusion process. Perforated Sheet
Perforations are made by punching or cornering a 50 x 50mm (standard) square through the material thickness and a hole in the middle of the square. Perforations, used in conjunction with surface grooving and/or contoured sheet core finishing, allow resin to flow into the mold side of the laminate (not the mold side where the resin injection line is installed) during a “top-down” infusion process.
Slotted Foam
Because the core material is cut/slotted/punched to allow the resin to soak into the entire part, there is no need for a separate resin distribution medium, the core material itself is the flow medium. This saves costs, removes some waste, and can also reduce resin usage and shorten preparation time.

The left panel in the above figure is a typical SCRIMP process, and the right panel is a core infusion process with surface grooves. These panels started infusion at the same time, with the left panel less than 1/2 infusion and the right side almost completely infiltrated.
Foam grooves allow resin to flow easily and quickly through the grooves and holes and be evenly distributed in the sandwich structure. Grooved foam does not require additional resin infusion felt or flow medium. For almost all applications, groove infusion is recommended.
Usually, one or both sides of the foam are cut in a rectangular pattern with a knife or saw. The ratio of the width to the depth of the groove is very small. The depth of the groove is greater than the width, which will reduce the risk of printing through the gel coat. The spacing of the grooves can be designed based on the layup, resin viscosity, and the overall dimensions of the part to avoid dry spots or areas of incomplete resin infiltration. In addition, the foam is opened with holes of about 2mm diameter and the spacing is about 50mm. The holes can ensure that the resin can flow through and evenly infiltrate both surfaces of the foam core.
The principle of infusion of foam core as resin flow medium is shown in the figure below

Summary
In the manufacturing process of composite materials, various processes can be flexibly adopted on the basis of mastering the main heating, pressurizing and resin introduction methods. If the liquid resin introduction process is adopted, different molds can be used, such as two-sided molds; one side hard mold and one side soft film; one side hard mold and one side semi-rigid mold. Further differentiation can be made according to the specific resin introduction medium material, which can be used as an external resin guide medium, or a guide adhesive inside the laminate, or a core material of a sandwich structure. If a core material of a sandwich structure is used, punching, grooving or scratching can be used to help the resin guide
IF COMPOSITE MATERIAL IS NEEDED, PLEASE GET A HOLD OF US IN WHICHEVER WAY IS MOST CONVENIENT. WE WILL REPLY YOU WITHIN 24 HOURS.
